 Contact Us
Contact Us +1 (936) 760-7774
+1 (936) 760-7774
Ultrasonic testing (UT) is a form of non-destructive testing that employs high-frequency sound waves for the purposes of determining material thickness, characterizing internal structures, or detecting anomalies in a given test sample. As a volumetric NDT method, UT is ideally suited to determining material thickness and detecting internal flaws in materials, subsurface weld defects, and general metal degradation, where access is limited to one side of the component being examined. In contrast, radiographic NDT methods require access to both sides of the part.
Sound NDT Solutions is a recognized industry leader in conventional as well as advanced ultrasonic testing. We provide ultrasonic testing services and related inspection programs and protocols to some of the largest names in oil and gas, power generation, and construction and fabrication. Our highly trained and experienced NDT specialists are certified to multiple industry accreditation programs, including ASNT NDT, ACCP, ISQ, PCN, CSWIP, AWS. We regularly deliver conventional and advanced UT inspection services at client fabrication and construction job sites and plant facilities. We also offer full UT services at our NDT laboratory facility in Conroe, Texas.
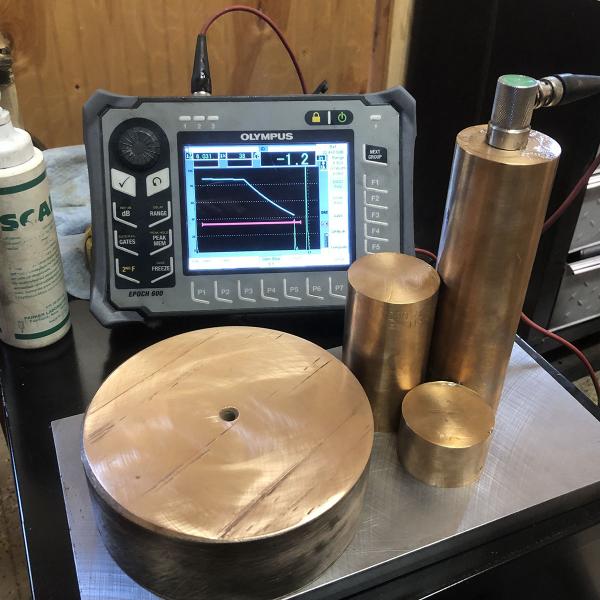
The frequencies used for UT are typically in the range of 500 kHz to 20 Mhz. In conventional ultrasonic testing, an ultrasonic wave is transmitted at a specific fixed angle into the material being tested. The frequency depends on the material type: thicker materials require more energy so lower frequency probes are used, while thinner materials require higher frequencies. The ultrasonic wave is reflected by the geometry of the material and anomalies within it and reflected back to the probe. The “A Scan” display shows the distance the wave travels within the material to the indication along the x-axis (range); the indication’s size is revealed based on the strength of the signal returned and displayed on the y-axis (amplitude).
For ultrasonic weld testing, three probe angles are typically used in one volumetric inspection to ensure full coverage of the weldment under examination. Technicians will manually raster along the weld to ensure they cover the full volume of the weld and heat-affected zone (HAZ) regions. Once a defect is found, the technician will determine its size and location and report whether or not it is acceptable or rejectable based on the applicable code used for the examination.
The benefits and advantages of ultrasonic testing are many, including testing where only one side is accessible. In addition, UT can provide instantaneous real-time examination results once the data is acquired and evaluated, unlike x-ray testing which requires film processing and interpretation. UT also eliminates the need to clear work areas of adjacent personnel on account of penetrating radiation considerations or other health hazards. For these reasons and others, UT lends itself well to automated and remote examination delivery platforms.
Benefits of UT
- High-definition volumetric flaw detection with greater penetrating power than other NDT methods; as a results, can be used on thicker components
- Can be used when only one side of the sample can be accessed; radiographic testing requires access to both sides of the component being inspected
- Greater accuracy compared with other non-destructive testing methods
- In addition to improved flaw detection, UT provides critical information regarding the orientation and shape of the flaw for defect discrimination purposes and offers detailed flaw sizing data for code compliant weld inspection
- Non-hazardous, so no risk to operators and adjacent work activities are not interrupted, unlike RT which involves emissions of dangerous penetrating radiation
- Lends itself to automated testing solutions (AUT) suited for ongoing production-floor testing, as well as portable systems for field services with challenging access issues
- Unlike RT which requires time to develop film, UT results can be obtained and shared instantaneously